Cambio en las Tendencias de Consumo y Eficiencia Energética en la Industria de Bebidas Energéticas
Las cambiantes preferencias de los consumidores, el aumento de los costos de energía y el endurecimiento de las regulaciones sobre la producción de residuos están impulsando un importante cambio tecnológico hacia la eficiencia y la sostenibilidad en la industria de las bebidas energéticas. Las regulaciones ambientales y de salud más estrictas, que afectan las formulaciones de productos, materiales de embalaje y procesos de fabricación, requieren la implementación de sistemas de alto rendimiento que puedan cumplir con estos estándares en evolución.
Adaptándose a la Dinámica del Mercado en Bebidas Energéticas
Con más de 25 años de experiencia en el sector de bebidas y alimentos, Seppelec se encuentra a la vanguardia de esta transición en el mercado de las bebidas energéticas. Ofrecemos una cartera de unidades funcionales avanzadas diseñadas específicamente para cumplir con las rigurosas demandas del sector de bebidas energéticas. Nuestras soluciones tecnológicas aseguran un control total sobre los procesos de producción, ofreciendo trazabilidad completa dentro del sistema. Al incorporar las últimas innovaciones, nuestro equipo mejora la eficiencia operativa, reduce el consumo de energía y previene la obsolescencia, manteniéndose al ritmo de los rápidos cambios en este mercado dinámico.
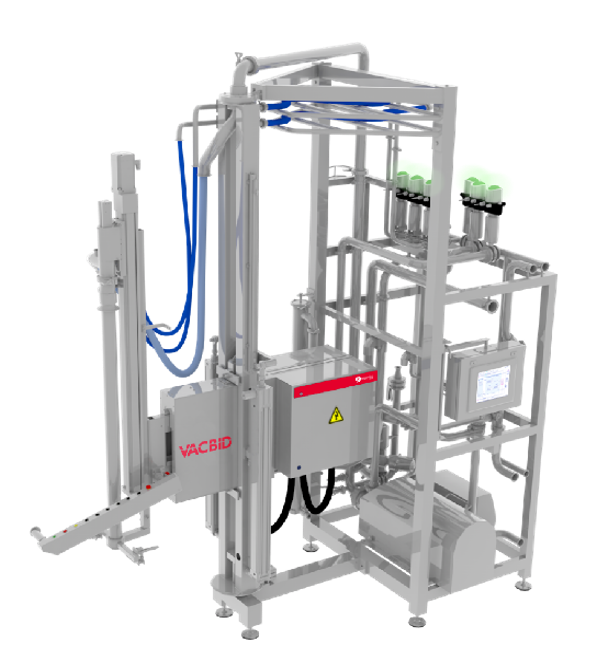
Nuestra unidad completa de última generación está diseñada para satisfacer todas sus necesidades de producción, garantizando alta eficiencia y máxima calidad.



Experiencia y conocimiento
Con más de 25 años en el sector de bebidas y alimentos, aportamos un conocimiento y experiencia inigualables a cada proyecto.

Soluciones innovadoras
Nuestra dedicación a la innovación garantiza que ofrecemos las soluciones tecnológicas más avanzadas y efectivas disponibles.

Enfoque centrado en el cliente
Trabajamos estrechamente con nuestros clientes para comprender sus necesidades únicas y proporcionar soluciones personalizadas que impulsen su éxito.

Compromiso con la sostenibilidad
Nuestro compromiso con la sostenibilidad le ayuda a alcanzar sus objetivos ambientales mientras mantiene la eficiencia operativa.

En Seppelec, estamos comprometidos con la innovación continua y la excelencia. Nuestro logro técnico en el sistema de disolución y tratamiento representa nuestra dedicación al avance de la tecnología en la producción de bebidas. Al elegir Seppelec, está invirtiendo en una solución que no solo mejora la calidad de su producto, sino que también contribuye a prácticas de producción sostenibles y eficientes.
Contáctenos hoy para conocer más sobre cómo nuestra tecnología puede beneficiar su negocio.
Para definir un diseño e instalación adecuados y un proceso, se debe divulgar la siguiente información:

Estacionalidad de la recepción y producción: Cuándo se recibe y produce la materia prima a lo largo del año, considerando posibles picos de producción o variaciones.

Gama de colores del azúcar crudo (máximo recomendado 1.200 ICUMSAS): La tonalidad o color del azúcar que se utilizará en la producción.

Color del jarabe simple solicitado: El color del jarabe final que se desea obtener en el proceso de producción.
Pureza y concentración de cenizas del azúcar crudo y del jarabe simple producido: Indicadores de calidad relacionados con los niveles de impurezas y cenizas presentes en los productos.

Regulación local: Las normativas y requisitos legales o regulatorios específicos que deben cumplirse en la producción, según la ubicación de la planta.
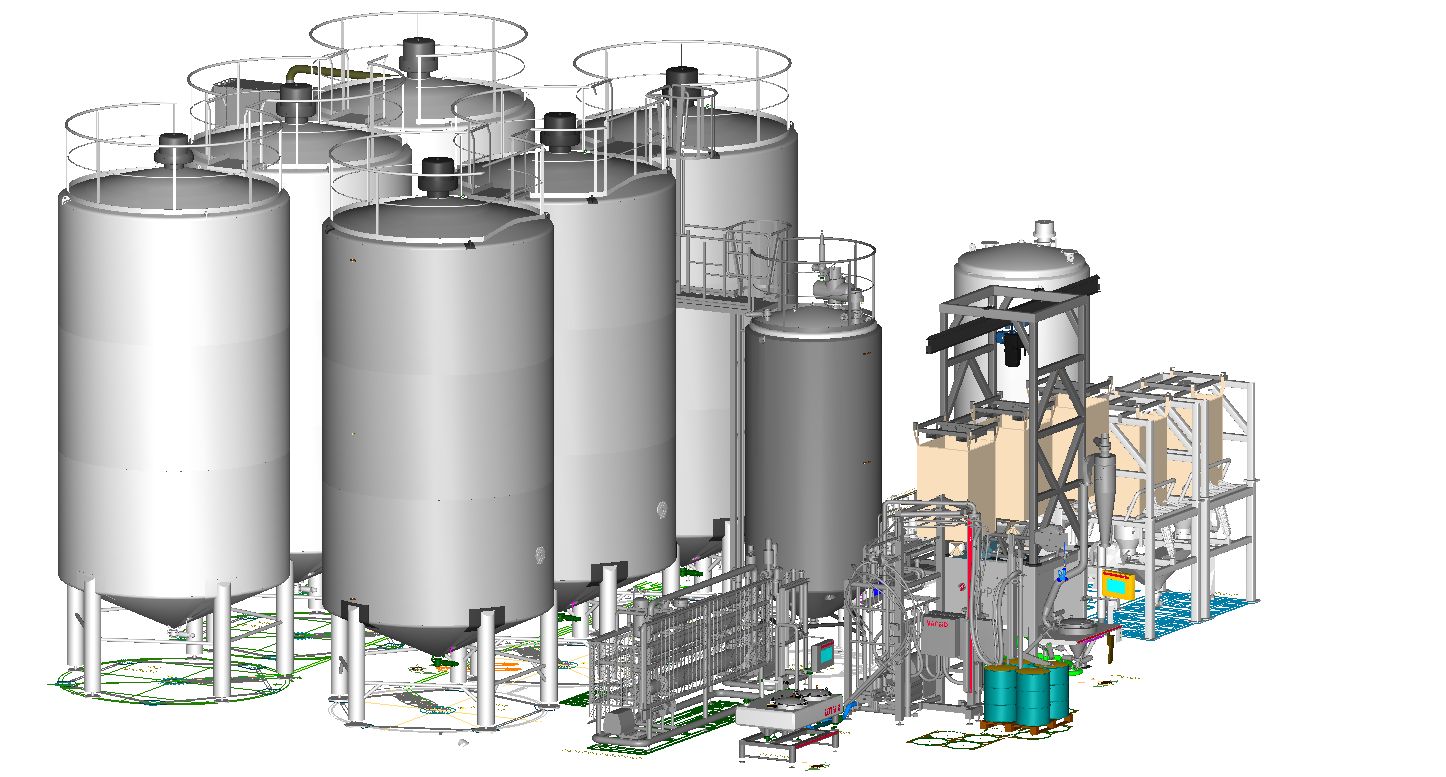
Unidades funcionales
Equipos auxiliares

Francia
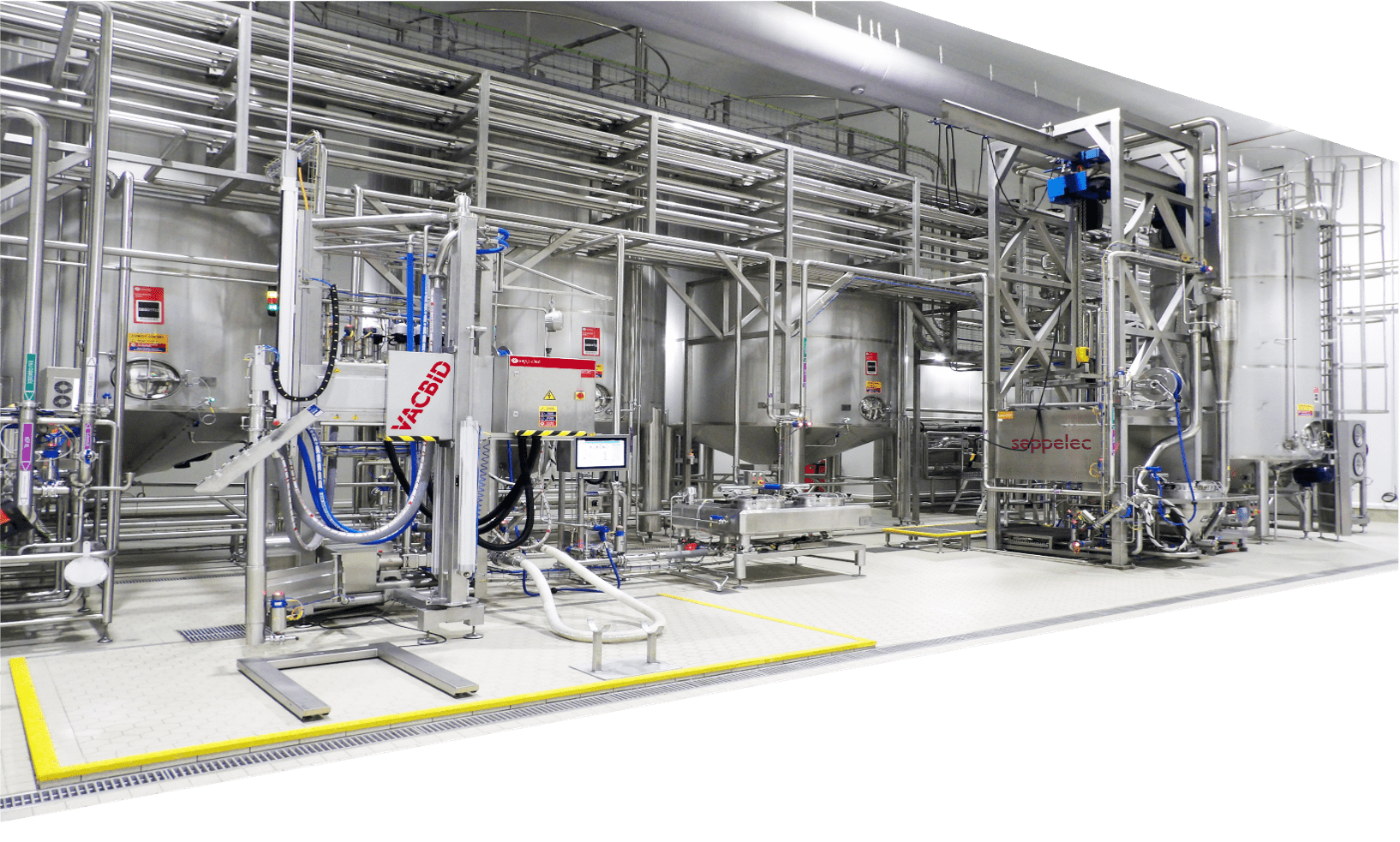
Unidades de formulación y limpieza de última generación para bebidas energéticas en uno de los principales productores de Coca-Cola en Francia. Cocina integral para múltiples ingredientes y formatos de envases, sistema de calefacción y tanques de preparación en atmósfera controlada.
España
2 unidades completas de formulación y 1 unidad de limpieza para bebidas energéticas en 2 de los principales productores de Coca-Cola en España. Cocina integral para múltiples ingredientes y formatos de envases, sistema de calefacción y tanques de preparación en atmósfera controlada.
Colombia
Actualización de la cocina para la formulación de Monster, mejorando el proceso para habilitar la producción de bebidas energéticas.

