Changing Consumption Trends and Energy Efficiency in the Energy Drink Industry
Shifting consumer preferences, rising energy costs, and increasing regulations around waste production are driving a major technological shift toward efficiency and sustainability in the energy drink industry. Stricter environmental and health regulations impacting product formulations, packaging materials, and manufacturing processes require the implementation of high-performance systems that can meet these evolving standards.
Adapting to Market Dynamics in Energy Drinks
With over 25 years of expertise in the beverage and food sector, Seppelec is at the forefront of this transition in the energy drinks market. We provide a cutting-edge portfolio of advanced functional units that are specifically designed to meet the rigorous demands of the energy drinks sector. Our technological solutions ensure full control over production processes, offering comprehensive traceability within the system. By incorporating the latest innovations, our equipment enhances operational efficiency, reduces energy consumption, and prevents obsolescence, keeping pace with the rapid changes in this dynamic market.
Our state-of-the-art complete units is designed to meet all their production needs, ensuring high efficiency and top quality.



Experience and Expertise
With over 25 years in the beverage and food sector, we bring unparalleled knowledge and expertise to every project.

Innovative Solutions
Our dedication to innovation ensures that we offer the most advanced and effective technological solutions available.

Customer-Centric Approach
We work closely with our clients to understand their unique needs and provide tailored solutions that drive success.

Sustainability Focus
Our commitment to sustainability helps you achieve your environmental goals while maintaining operational efficiency.

At Seppelec, we are committed to continuous innovation and excellence. Our technical achievement in the dissolution and treatment system represents our dedication to advancing beverage production technology. By choosing Seppelec, you are investing in a solution that not only enhances the quality of your product but also contributes to sustainable and efficient production practices.
Contact us today to learn more about how our dissolution and treatment system can benefit your operations and help you achieve your production goals.
To define a suitable installation design and process, the following data must be disclosed;

Expected syrup production yield.

Types of products to be prepared.

Ingredient formats

Available utilities
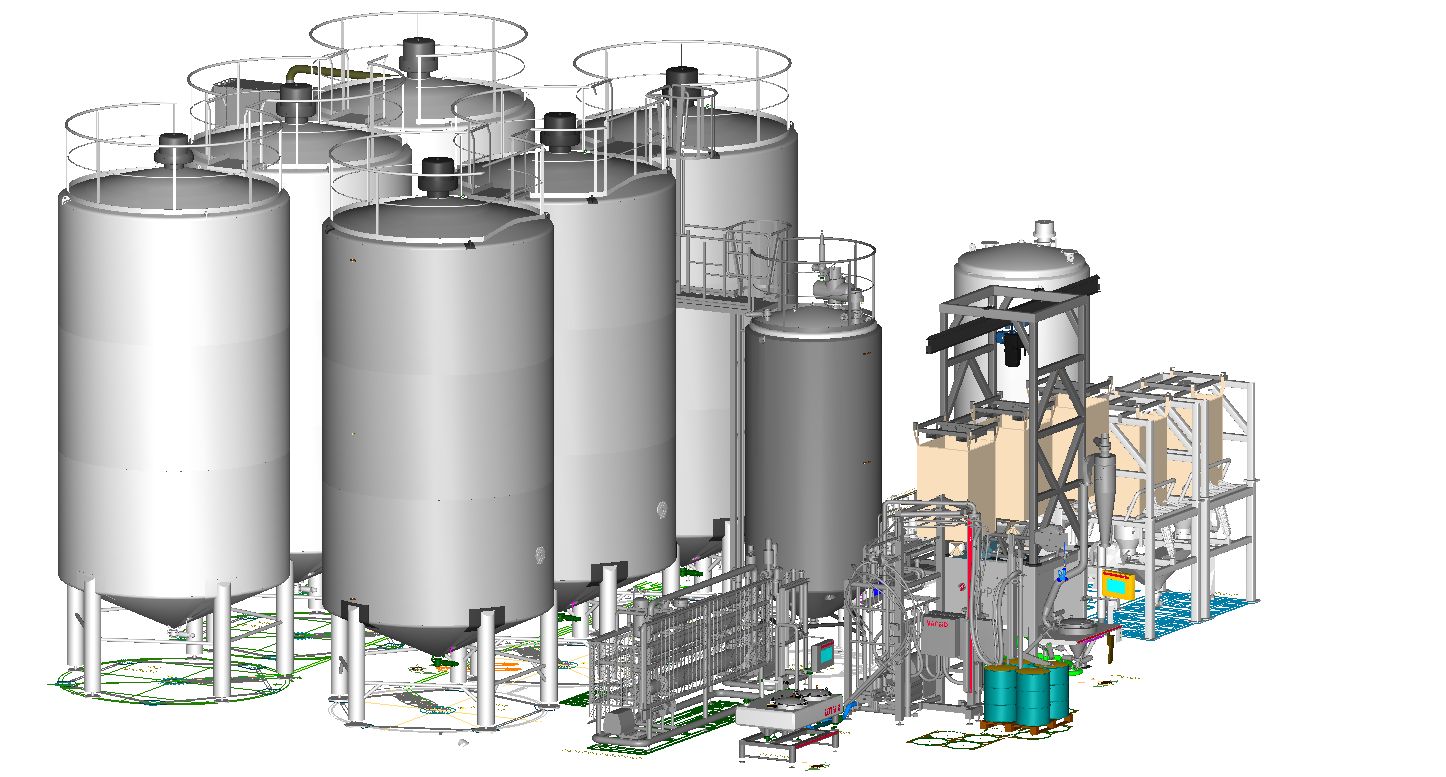
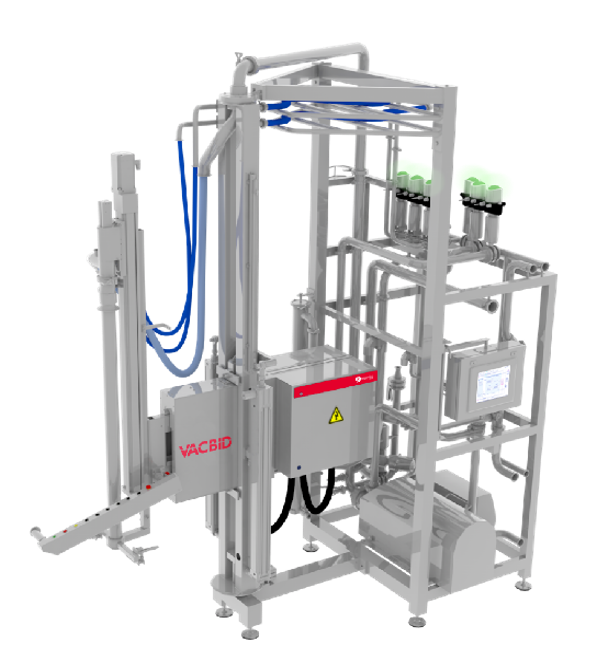
Functional Units
Ancillary equipment

France
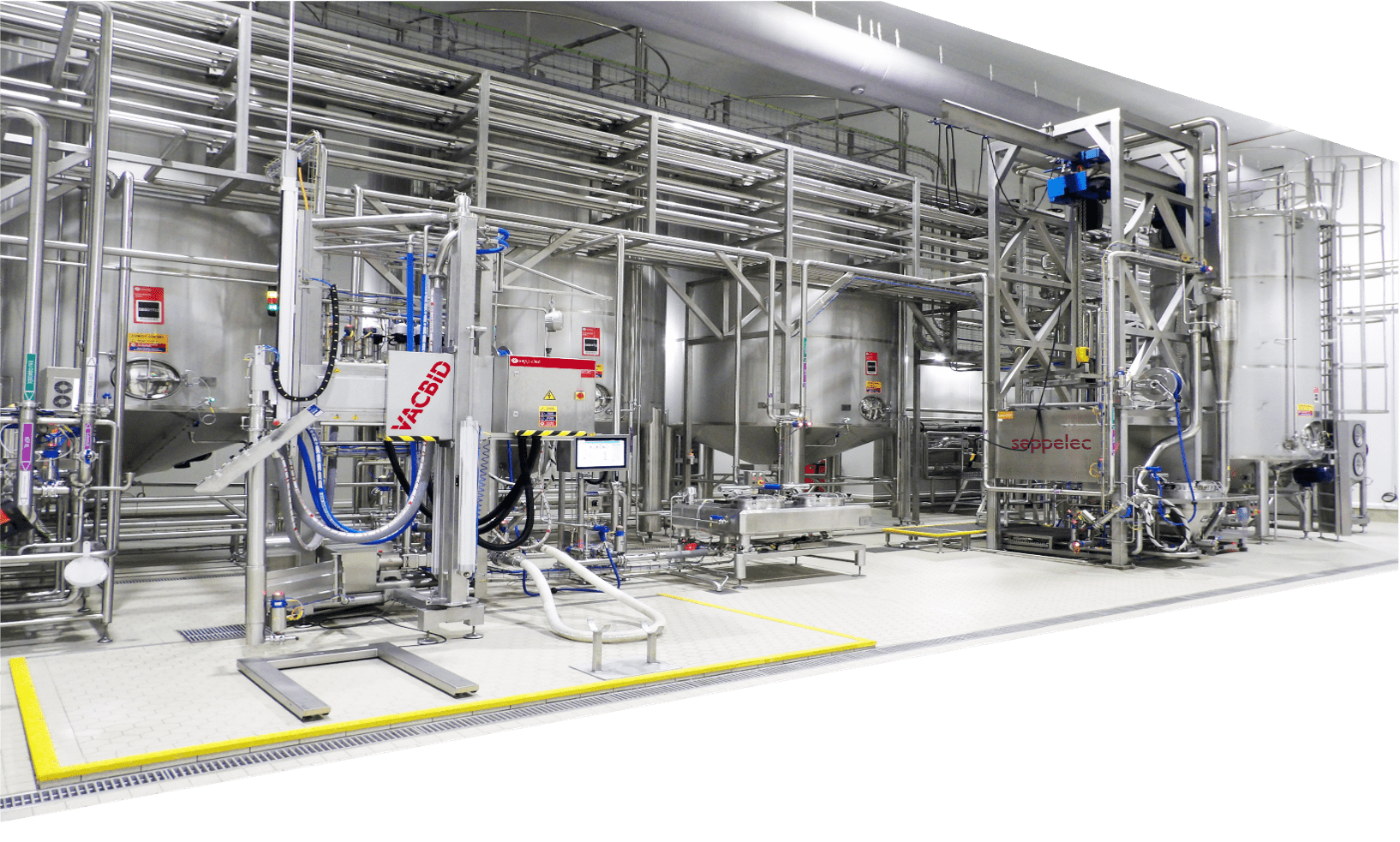
State-of-the-art formulation and cleaning units for energy drink in one of the main Soft Drinks producers in France. All-in-one kitchen for multiple ingredients and packaging formats, heating system and preparation tanks in controlled atmosphere.
Spain
2 complete formulation units and 1 cleaning unit for energy drink in 2 of the main Soft and Energy Drinks producers in Spain. All-in-one kitchen for multiple ingredients and packaging formats, heating system and preparation tanks in controlled atmosphere.
Colombia
Kitchen upgrade for a Energy Drink formulation, improving the process to enable energy drinks.

